|
The DECADE 160 Series Load Monitoring with Signature Analysis |
||
|

Decade 160 features :
- 32 Bit RISC/DSP Processor. At the heart of the 160 is a high speed 32bit processor.
- Back-lit 10.4" TFT Colour Display & Resistive Touch Screen with Visual Feedback. The TFT screen is bright with visibility from virtually all angles, the touch screen enables users to easily operate the unit without the need for complex large keypads.
- Module Based IO for easy interface & servicing. I/O uses OPTO-22 modules for interface to
any voltage presses/systems. Each module has a fuse and an LED indicator.
- Graphical Based Screens. Screens are clear and easy to use, graphics are used to illustrate settings and status information.
- 8 Programmable CAM Channels. Each CAM output channel can be separately programmed for angle/angle, angle/time, single, double, triple, interval and counter modes.
- 8 - 16 Die Sensor Channels. Each sensor input channel can be programmed to check for signals of the types pulse, latch, static, windowed, counter & irregular modes. Logs faults to fault log.
- Tool Database. The tool database can store the setup of the system against the tool name, tool setups can then be easily recalled for next time. Depending on available memory up to 400 tools can be saved. Extra memory can be added to increase this number.
- Automatic Tool Recognition Options. Detects tool code and automatically loads the correct tool from the tool database.
- Load Monitoring. Displays peak load and load signatures. Checks press limits, tool limits, window
min/max limits, trending limits and 2D signature limits. Checks through the stroke against press
manufacturers capacity curve. Logs faults to fault log.
- Brake Efficiency Monitor. Measures the stopping angle and checks against limit parameters and warns if out of range.
- Automatic Adjust Top-Stop CAM. Automatically compensates for speed the Top-Stop CAM output signal ensuring the press always stops at TDC.
- Multi-Mode Counters. Programmable counters can count parts/stroke or stroke/part, can stop press on complete or operate output signals to ancillaries. Batch and Job is also shown.
- Servo Roll Feed Interface. Uses the serial port on the roll feed controller to send and receive feed setup parameters.
- Slide Position Indicator & Controller. Measures the slide adjustment position and displays
on the screen, can also operate slide adjust motor to position the slide to one of three target
positions.
- Production Recording System. Measure productive and non-productive time over tool runs or shifts. Saves production data to memory for recall and outputting.
- Free Standing or Panel Mounting. The controller unit can be panel mounted flush or located on a sturdy pedestal
base.
| Main Screen | |||||||||||||
 |
An overview of the complete system can be viewed from one screen, or select a specific feature to set-up or view. Information shown on Main Screen:
|
||||||||||||
| The Tool Database | |||||||||||||
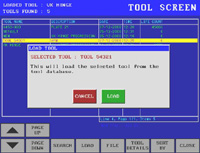 |
The Tool Database stores all the settings for each tool/die for use whenever that tool/die is required, the Tool Library makes tool/die changes quicker and more reliable as you use tried and tested settings from the last tool/die run. The automatic Tool recognition feature allows each tool to beidentified when it is fitted in the press, the operator simply acknowledges the new tool has been fitted and the 160 Series will | ||||||||||||
| then load the settings for that tool, CAM angles, slide positions, roll feed pitch and rate, load monitor limits and tool sensors, will be set up ready for the press to run. | |||||||||||||
| Automatic Die Recognition | |||||||||||||
 |
Press tooling represents a significant investment in both
monetary and quality terms, manufacturing high quality
components demands high quality tooling. In order to protect these investments and ensure that no accidental or avoidable damage could render the tooling out of production there are a number of methods available to perform these tasks.
The 160 Series offers an In-Tool Protection feature where up to |
||||||||||||
|
|||||||||||||
| Load Monitor. | |||||||||||||
| The 160 Series Load Monitor feature allows a more accurate method of monitoring press and tool load. Trip levels are set automatically and adjust for gradual changes in running load, this process eliminates nuisance stopping and allows finer control over the press and tool conditions. Shown below is a two channel Load Monitor Screen showing two dynamic bar graphs with limit boxes for each corner/ connecting rod, digital load values in Tonnes and local tool curve graph. |
|||||||||||||
 |
|
||||||||||||
|
|||||||||||||
| Programmable Cams. | |||||||||||||
 |
Power presses use rotary CAM signals to control equipment like feeders, scrap cutters, part ejection and strip lubrication. Conventional cam-boxes use mechanical switches operated by cam lobes which means if you need to adjust the on/off angles you have to physically move the cam lobes. Provides eight fully independent CAM channels for controlling ancillary equipment. Angles are entered in at | ||||||||||||
| the 160 Series screen, - no more fiddling with mechanical switches. As well as normal ON/OFF Angle CAM's, ON/Time Duration CAM's are Ideal for Air Blow-offs or Strip Lubrication. All CAM angles are saved in the Tool Library for recalling the next time the tool is used. Each CAM channel can be given a name for easy identification of what it is controlling. Single, double, triple and interval mode option for each CAM. |
|||||||||||||
| Servo Roll Feed Interface. | |||||||||||||
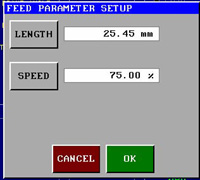 |
Servo Roll Feed Interface for roll feed with a communications port, can be set with Pitch, Rate and Acceleration/ Deceleration information when a new tool is loaded from the tool database. | ||||||||||||
| Slide Position Controller. | |||||||||||||
 |
Adjusting the press slide is a task that is constantly required when setting up a tool or die set in the press, whether this process is motorised or done manually the need for an accurate reference point is of obvious benefit. Being able to move the slide to a known reference point for a tool or die set can drastically reduce setup times and give setters valuable information. | ||||||||||||
|
|||||||||||||
| Machine Production/Downtime Monitor. | |||||||||||||
 |
The Production Recording module of the 160 system provides a means to measure your productive and non-productive times over shift or job runs. The 160 will record time and part counts while the press is in production, when the press stops the operator is prompted for a downtime reason which is then used to log the stop time against. Over a shift or job run a pattern of run/stop times is built up which is displayed on the 160 screen. |
||||||||||||
| This data can be exported to a PC for later analysis. There is also the option of connecting together your 160 Units with the DECADE 160Net, this will give you remote monitoring power for the whole press shop. Now each monitor can be interrogated from the PC allowing individual press statuses to be seen from one remote point, without walking round the shop floor. |
|||||||||||||
| Specifications : | |||||||||||||
|
|||||||||||||